-
Plastic crates周转箱+
-
Functional turnover box功能性周转箱+
-
Hollow plate中空板+
-
Honeycomb panel蜂窝板+
-
Logistics packaging物流包装+

服务热线:18365625186
联系人:王经理
电话:0536-8365698
传真:0536-8388929
地址:山东潍坊安丘市信川街6号
在模切机工作过程中,如何提高模切机效率,恐怕是大家最关注的问题之一了,下面跟随信川小课堂一起了解一下吧!
自动提高模切机效率
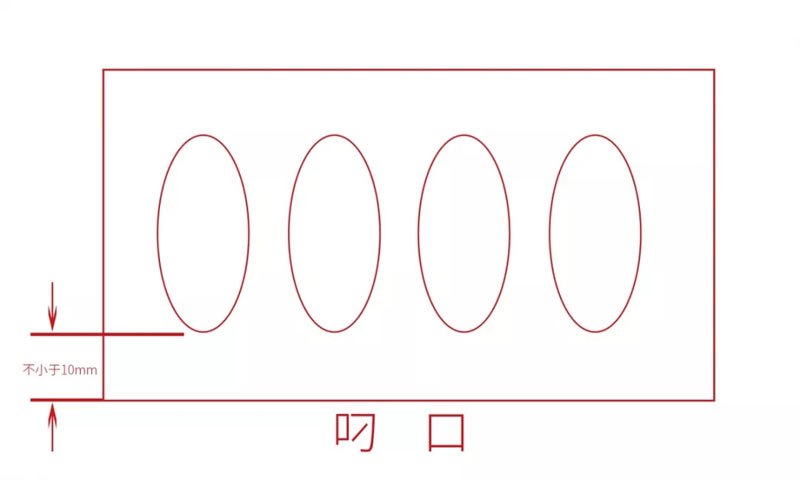
印前排版设计时应尽量考虑到排版方法是否影响到后工序的正常生产,为适应自动模切机高速模切运转,四边的空白纸位不能太小。前规方向纸边到成品线的位置一般要求12mm,最小不能小于10mm。
排版时,成品长的方向应平行于纸张的走纸方向,尽量使走纸时成品不掉不散,保证机器正常运转。(订单数量大时应考虑采用特规纸)
01清废刀
连版多的包装盒加清废刀有利于模切后斯卡清废。
02平衡刀
自动模切机在上版时一般靠前居中。模切时压力前重后轻。在这种状态下长期工作,就会造成上下平台压力产生不平衡,前后肘杆轴磨损不平均,造成前口轻后口重的现象,如果是刀线不满板框前后方向长度的95%时,在做刀版时,应增加平衡刀。
03连接点
开连接点(我们称之为“刀牙”),是模切版制作中不可缺少的工序,连接点是在模切刀刃口部位开出一定宽度的小口,使模切后的纸盒和废边不散开,以使下一步走纸、收纸顺畅。
开连接点应使用专用设备:刀线打口机,用砂轮磨削开边连接点。
我们现在用刀背或锯条开连接点。缺点:会损坏刀线和搭角,并在连点部分容易产生毛刺。
开连接点(刀牙)原则:
1.在模切刀过桥位置是悬空的,不应在这个位置开连接点。
2.连接点应开在包装盒隐蔽的地方,或成型后隐藏的地方。如:糊口、耳朵、盒底部分。
3.在不影响走纸的情况下,连接点越小、越少越好。
4.连接点的大小根据纸张厚度来定:
200g-250g的纸张可选用0.3mm厚的砂轮片;
250g-350g的纸张可选用0.4mm厚的砂轮片;
350g-450g的纸张可选用0.5mm厚的砂轮片;
瓦楞纸可选用0.8mm厚的砂轮片。
信川畅销机型介绍
MWZ1450NⅡ代机

信川机械研发的前缘送纸全自动平压平全清废模切机MWZ1450NⅡ代机采用高速精密前缘送纸装置,能适应不同厚度纸张的送纸要求。
●主传动系统进行升级优化。
●工作效率高、模切精度好 。
●机器可靠、耐用及功能全面。
●校机换版时间短、操作方便。
●安全性能高,维护检测方便。
●刀版及清废版标准优化。
●清废框结构优化,收纸部升级优化,
运行更加平稳可靠。
●整机运行顺畅,工作速度达4200张/时。

